高级分析 展示了产线和机器的基础性能信息,包括实时的机器状态,以及最重要的关键绩效指标(KPI)。用户可以根据这些信息改进生产过程,降低成本,减少损失,提高生产力。
高级分析 分为两个区域:
性能分析:机器实时状态和关键性能指标的可视化。
历史分析:在时间间隔内产线或机器各项指标的趋势分析。
高级分析 显示的相关信息始终基于班次、时间,性能分析和历史分析在开始处设置对应的班次时间,用户则可以根据自己的需要进行切换、显示。
性能分析:实时(默认)、班次(班次管理中配置)、24小时(前24小时)、时间段(自由选择时间范围,最大时间范围7天)
历史分析:最近一周(默认)、本周、最近一个月、手动(自由选择时间范围)
1. 性能分析
性能分析主要提供机器状态实时概览,并将产线和机器最重要的关键绩效指标 (KPI)性能数据可视化。
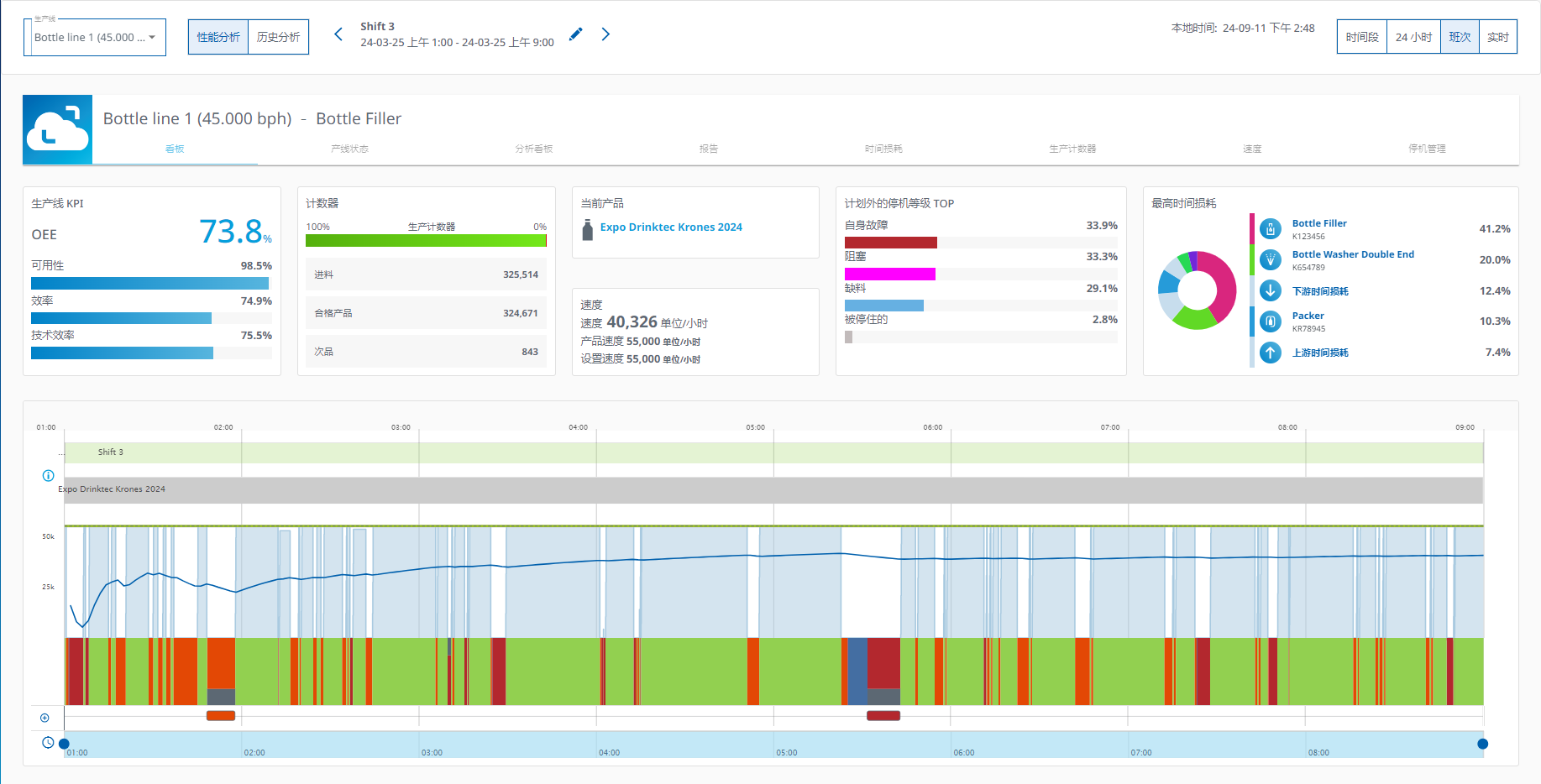
1.1. 看板
看板以清晰的主题模块和图表显示生产相关的关键性能指标
显示的关键性能指标:
基本KPI:OEE(Overall Equipment Effectiveness,设备综合效率)、Availability、Efficiency、Technical efficiency
生产计数器:进料数量,合格产品数量,次品数量、合格率和次品率
当前生产产品
速度:当前速度、产品速度、设置速度
计划外停机时间等级TOP
最高时间损耗
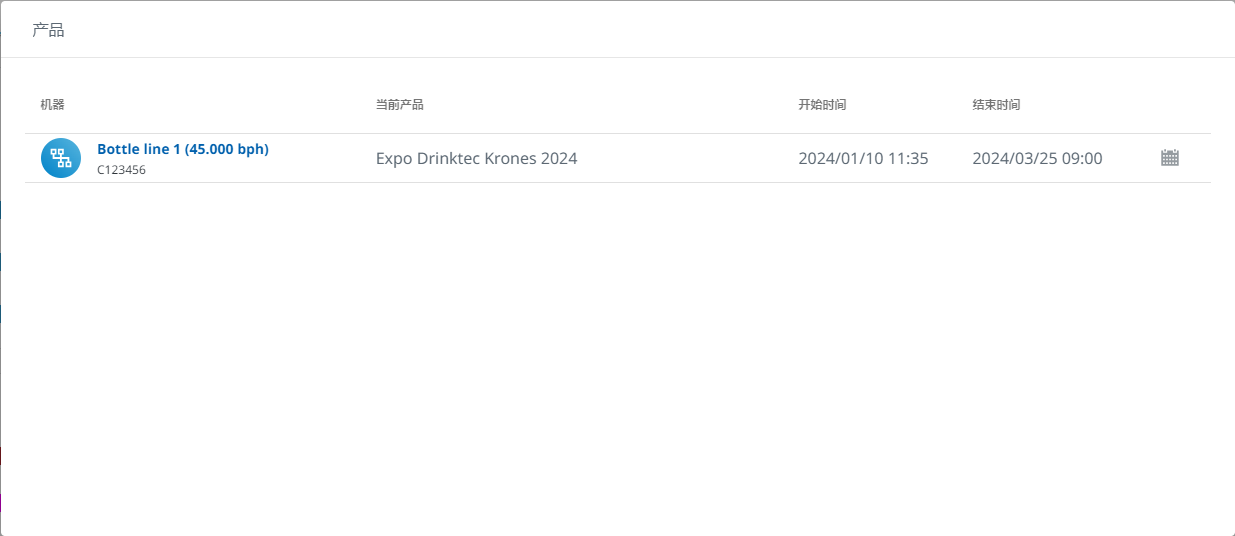
用户若需查看时间范围内生产的产品信息,可以点击【当前产品】卡片;查看所有停机信息,可以点击【计划外的停机等级TOP】卡片;查看产线下造成停机的机器和他们的比例,可以点击【最高时间损耗】卡片
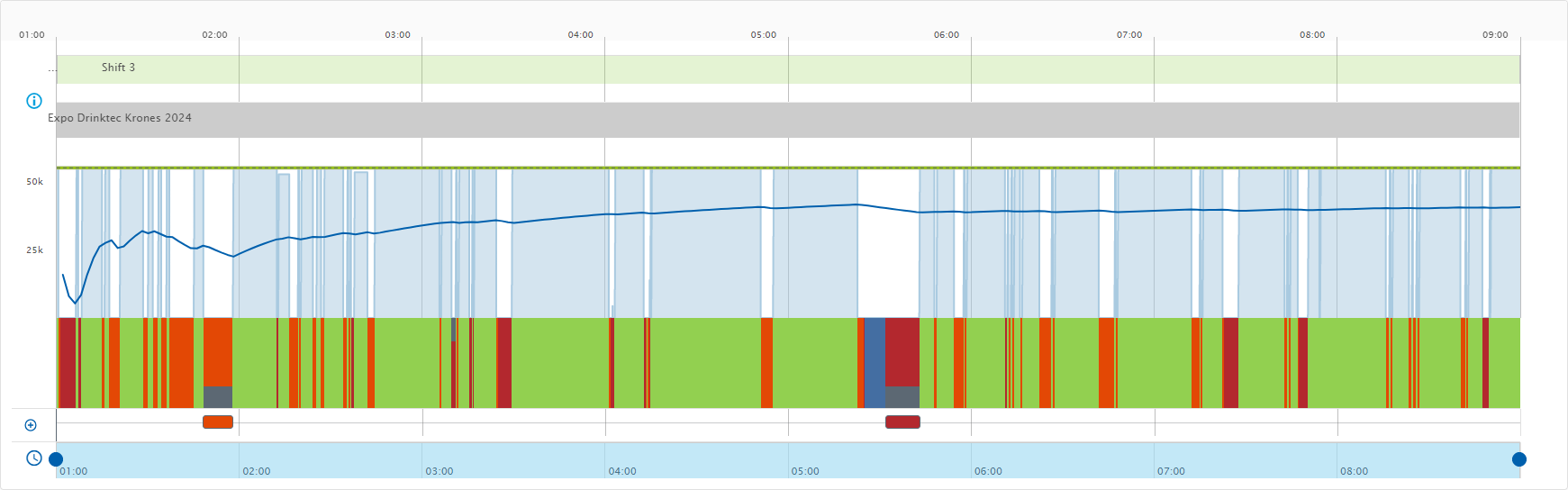
看板还显示组合的速度和状态图(堆叠条形图),使产品输出一目了然。
班次信息:已选时间范围内的班次信息
产品信息:时间范围内生产的产品
速度:Product Speed、Set Machine Speed、Set = Product Machine Speed
Checkmate Curve:平均生产单位
状态:停机类型-生产(绿色)、计划停机时间(蓝色)、外部故障(红色)、自身故障(深红)和空转时间(浅蓝色)
用户可以使用缩放条来查看特定时间范围的状态图
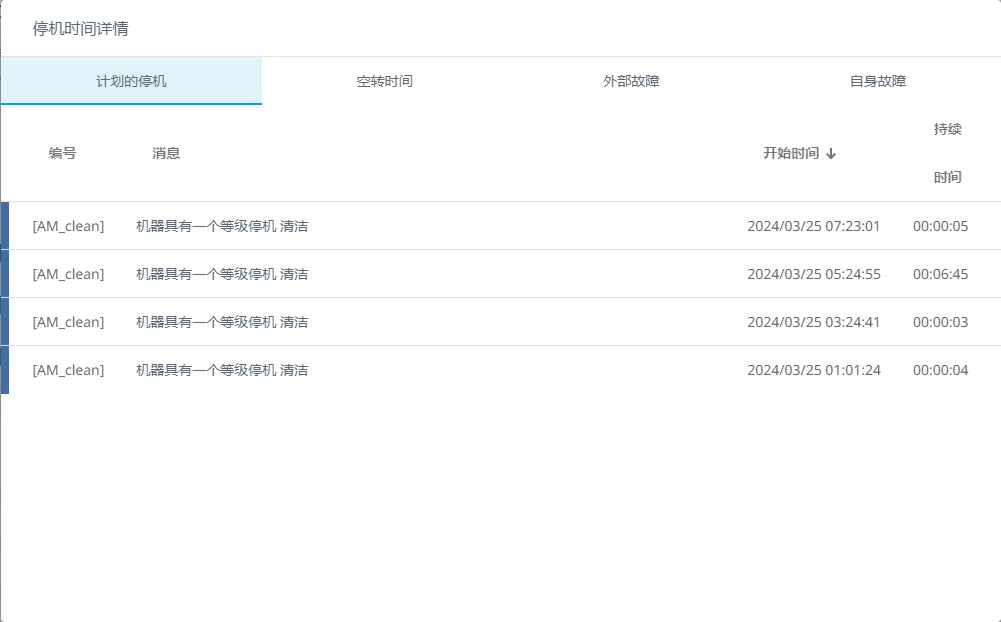
点击状态,显示可对停机执行的操作
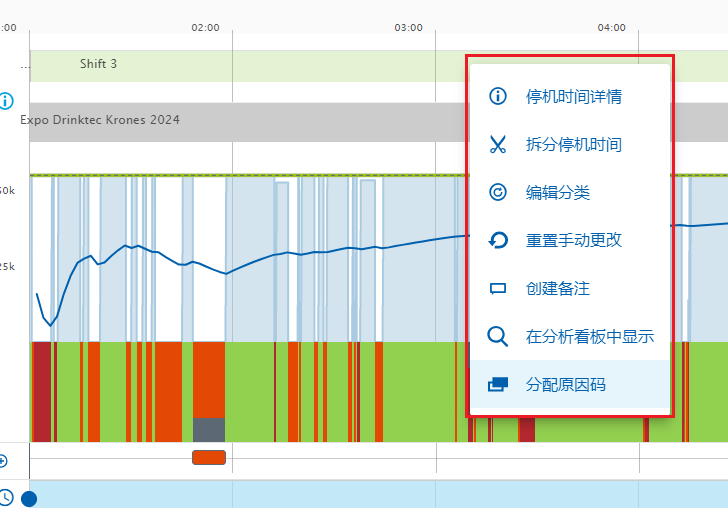
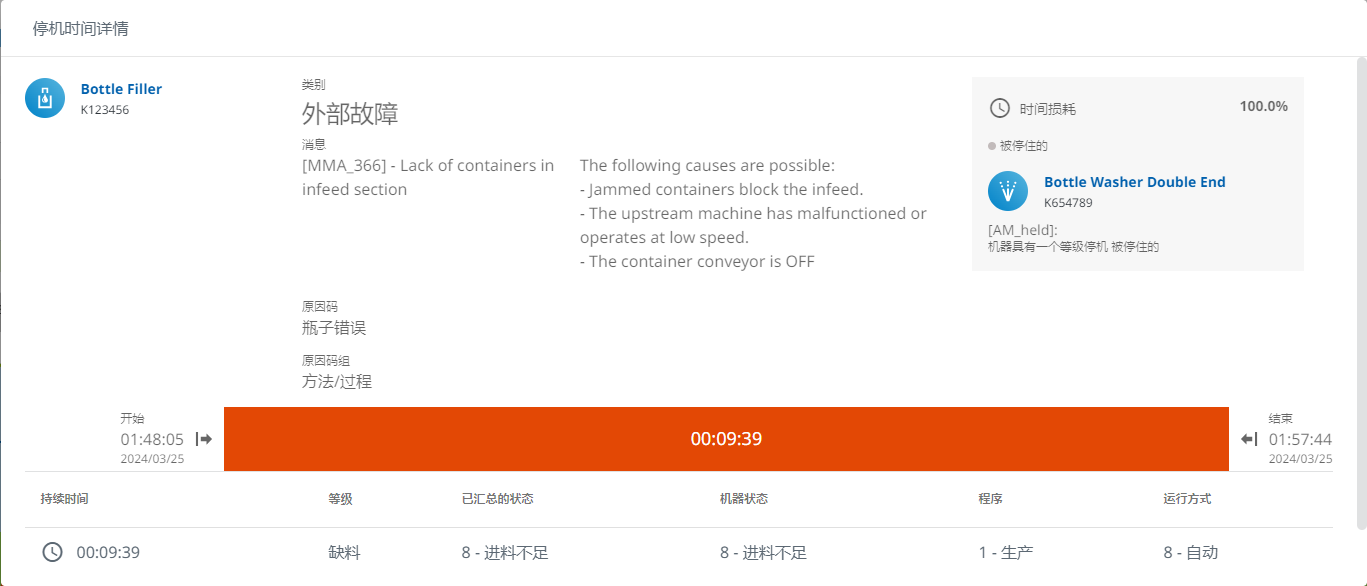
停机时间详情显示所选状态的基本信息,包括机器信息、停机类型、信息文本、开始和结束时间、持续时间和停机事件详细列表。此外,可能导致停机的机器信息和已分配的原因码也会显示在停机详情中。
如果在数据收集期间未检测到机器或产线上发生的事件,则可能会出现真实情况和数据描述之间的存在差异。在这种情况下,授权用户可以纠正数据,以确保机器或产线的实际状况和数据一致。可以使用以下校正选项:
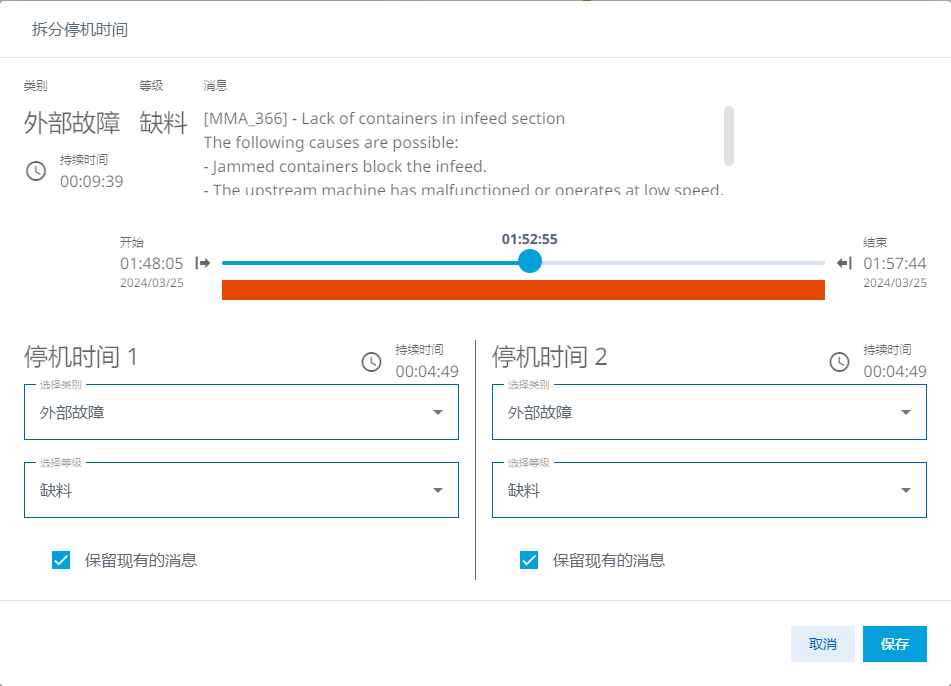
- 拆分停机时间
用户可以拆分停机时间,滑动控制器以拆分时间,结果状态的持续时间在滑动过程中实时确认。可以选择停机类别并为两种状态传输先前状态的现有消息。
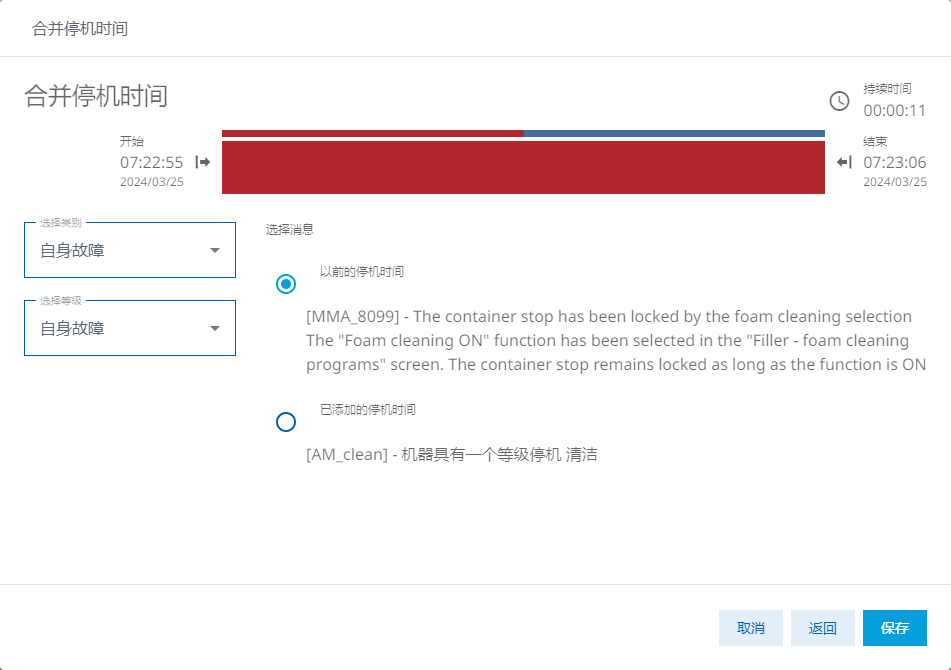
- 合并停机时间
用户可以合并停机时间,将两个连续状态的组合。用户可以选择两个停机时间类别中的哪一个以及哪个相应的故障消息分配给最终的停机时间。

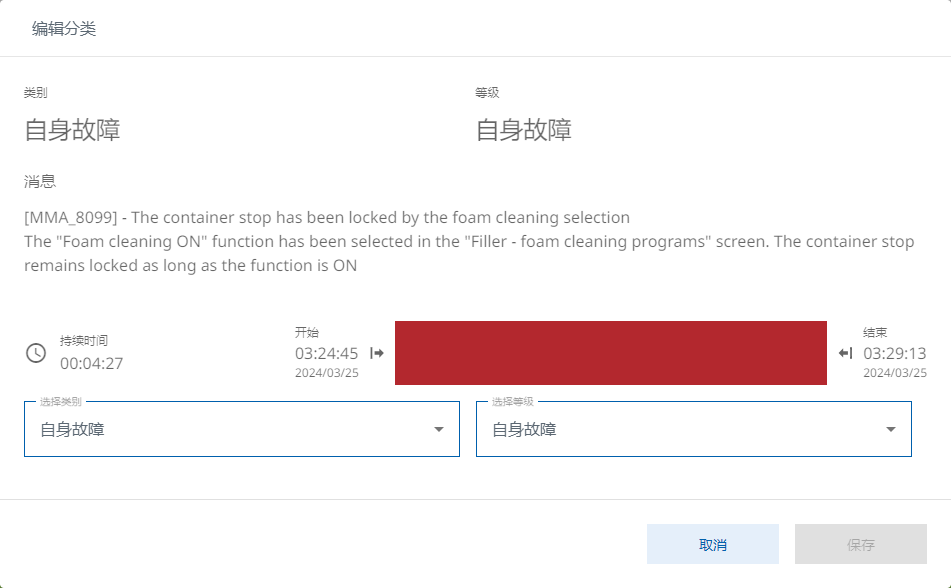
- 编辑分类
在自动预分类过程中对时间间隔进行了错误分类,则可以手动更正,更改停机类别。
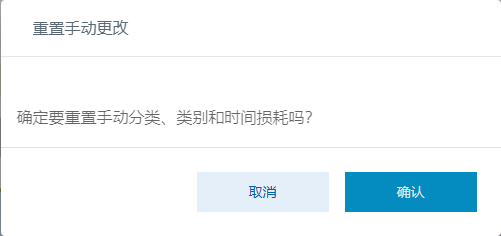
对于已经手动调整过停机时间,用户可以使用【重置手动更改】来还原停机时间。这些修改包括修改停机的类别,分级和时间损耗。注意,该操作无法还原已被拆分或合并的停机时间。
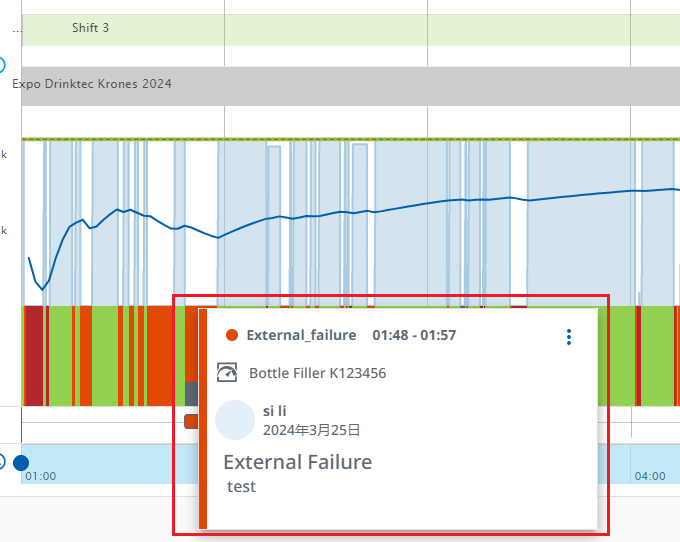
用户可以在状态图中创建备注以描述机器状况,记录故障原由。相应的备注直接链接到图表中的相应状态
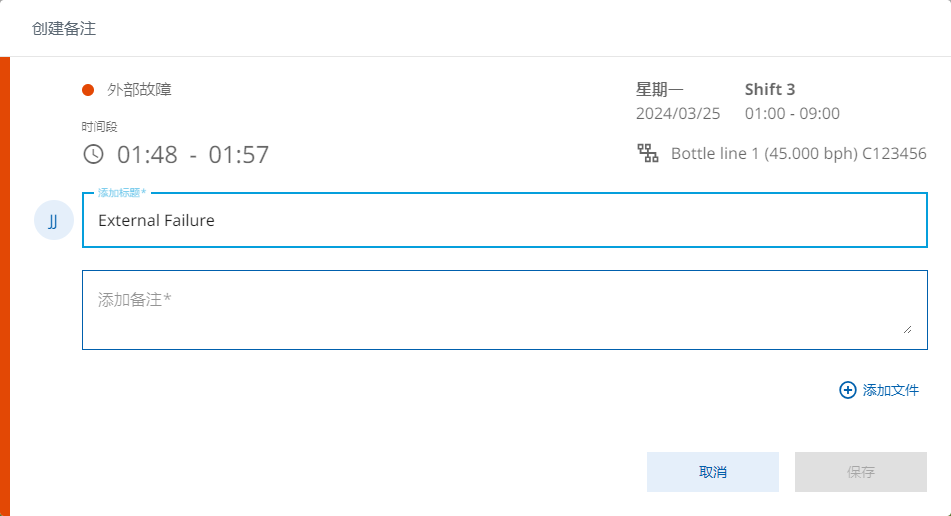
所有的备注都显示在状态图下方,并参考状态或时间范围显示
除了备注外,系统还提供了分配原因码功能,可以将停机时间分组。
这里提供了整体和账户两个视图,用户可以从整体原因码或账户特有的原因码列表中进行选择。列表仅显示适用于所选停机时间中相应设备的原因码。


分配原因码后,用户可以在停机时间详情中查看已分配的原因码。
可以随时移除分配的原因码。
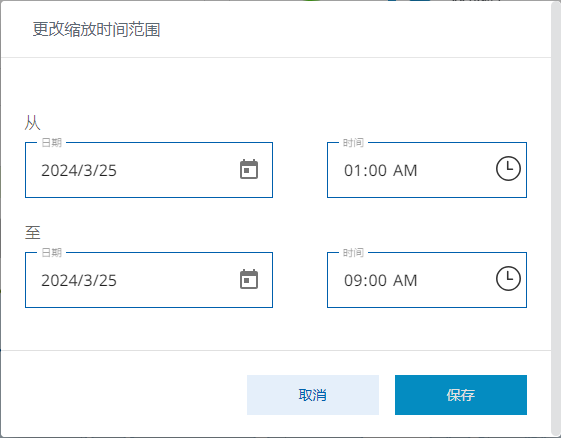
除了手动拖放缩放条边缘,来查看特定时间段的图表信息,我们还提供的了选择缩放时间范围的功能。通过选择缩放条的开始和结束时间,可以在定义好的时间范围内应用缩放。
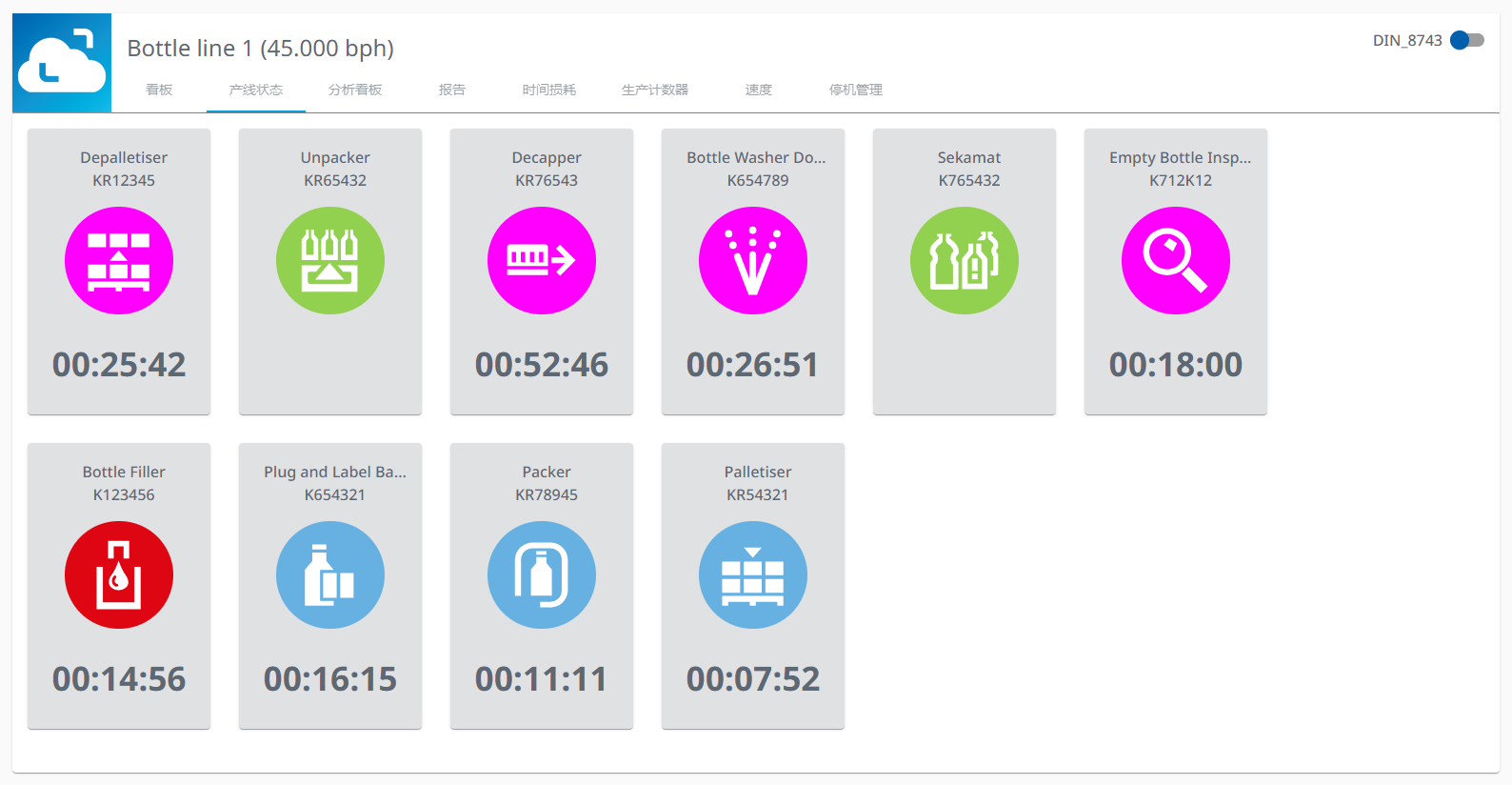
1.2. 产线状态
产线状态显示产线中每个机器的状态。机器标有相应的机器符号和表示其当前状态的颜色。若当前为停机状态,还将显示停机的持续时间。点击可快速查看机器的报告信息
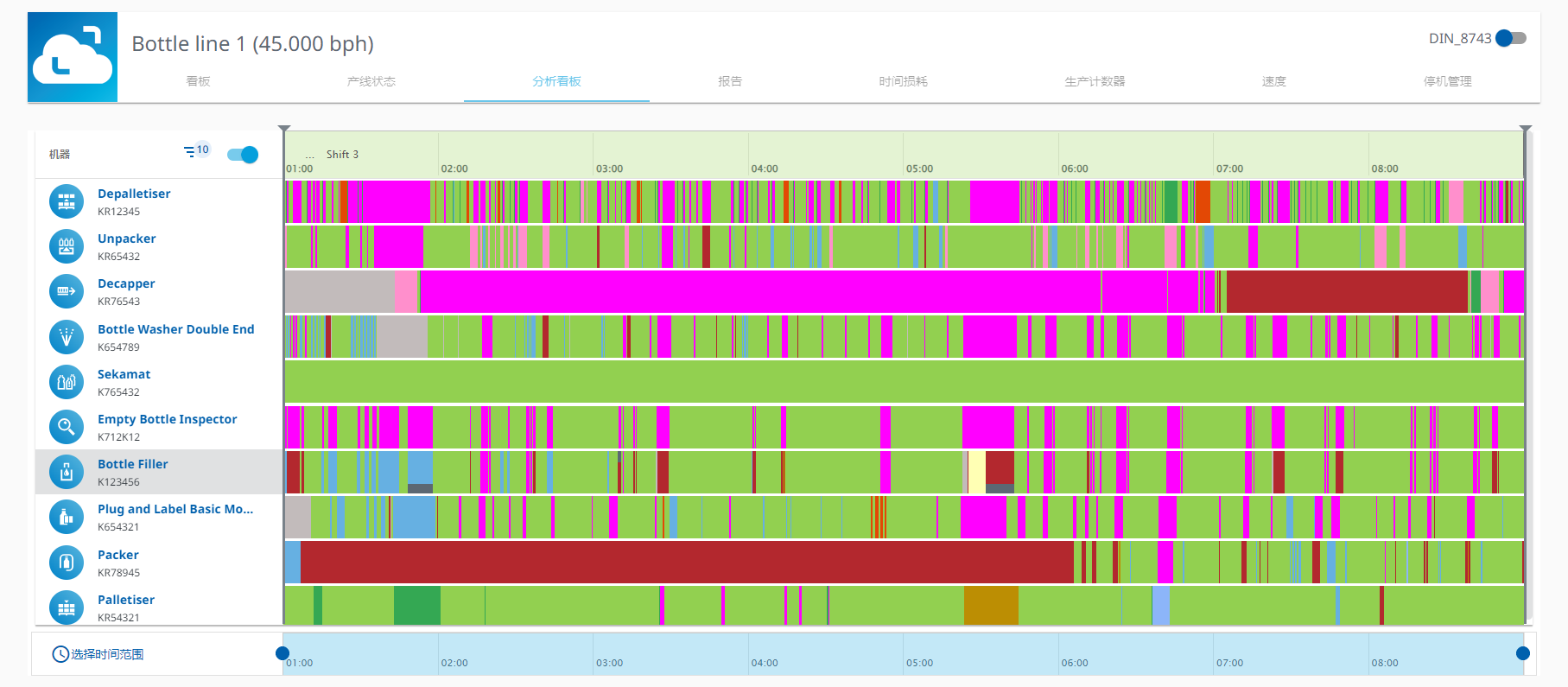
1.3. 分析看板
分析看板显示产线中所有机器的状态图,每个停机都标有与其分类相对应的颜色。
1.4. 报告
报告将所有集成机器的关键性能指标和其他与性能相关的状态信息可视化。
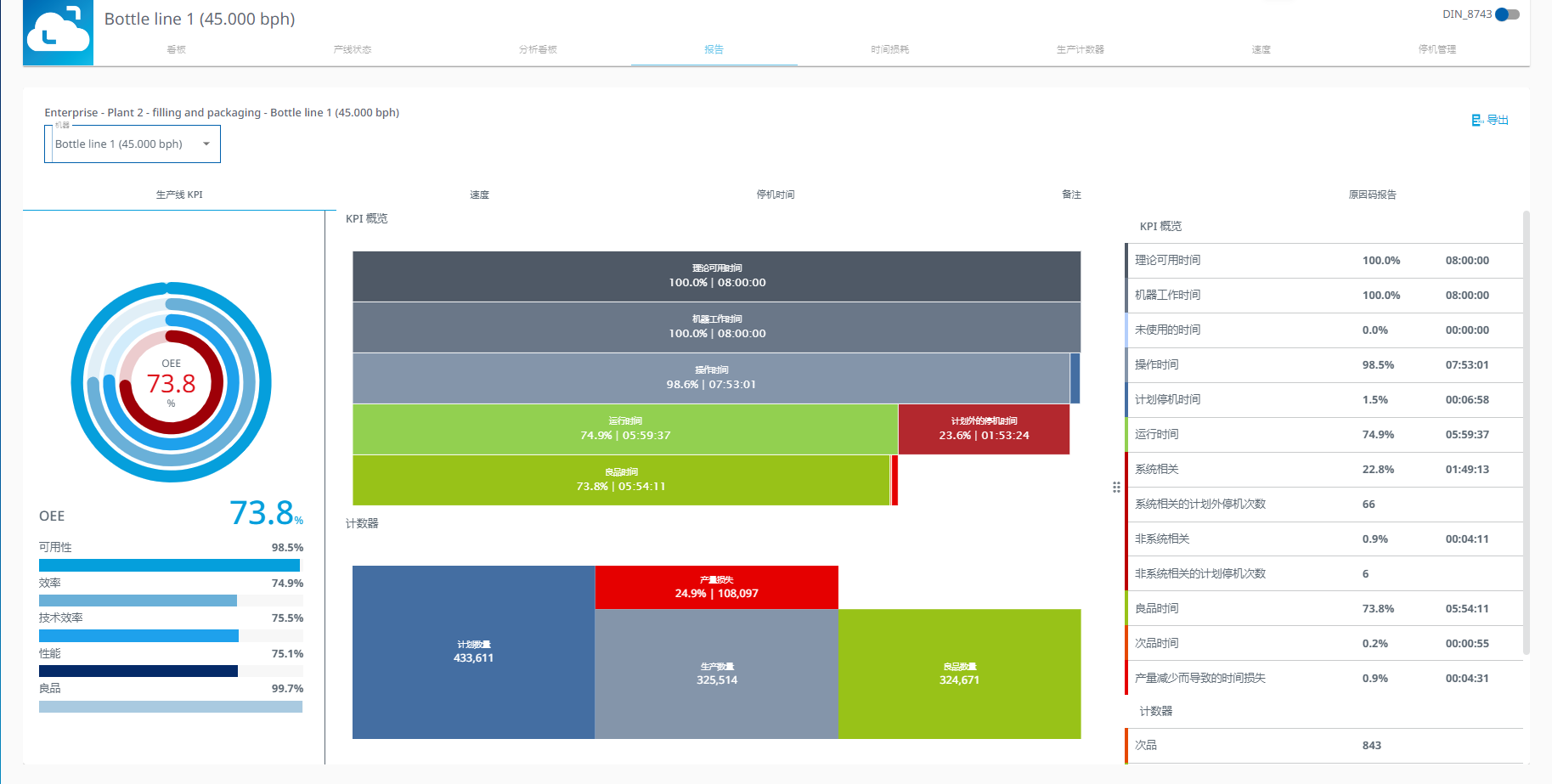
报告
对整条产线或每台机器的关键性能指标可视化,并以瀑布图的形式说明生产和损失分类时间和生产计数情况。
以下信息显示在报告中:
产线KPI:
KPI:OEE、Availability、Efficiency、Technical efficiency、performance、Quality
KPI Overview:生产和损失类型时间(瀑布图)、生产和损失类型时间和占比(列表)
计数:生产计数
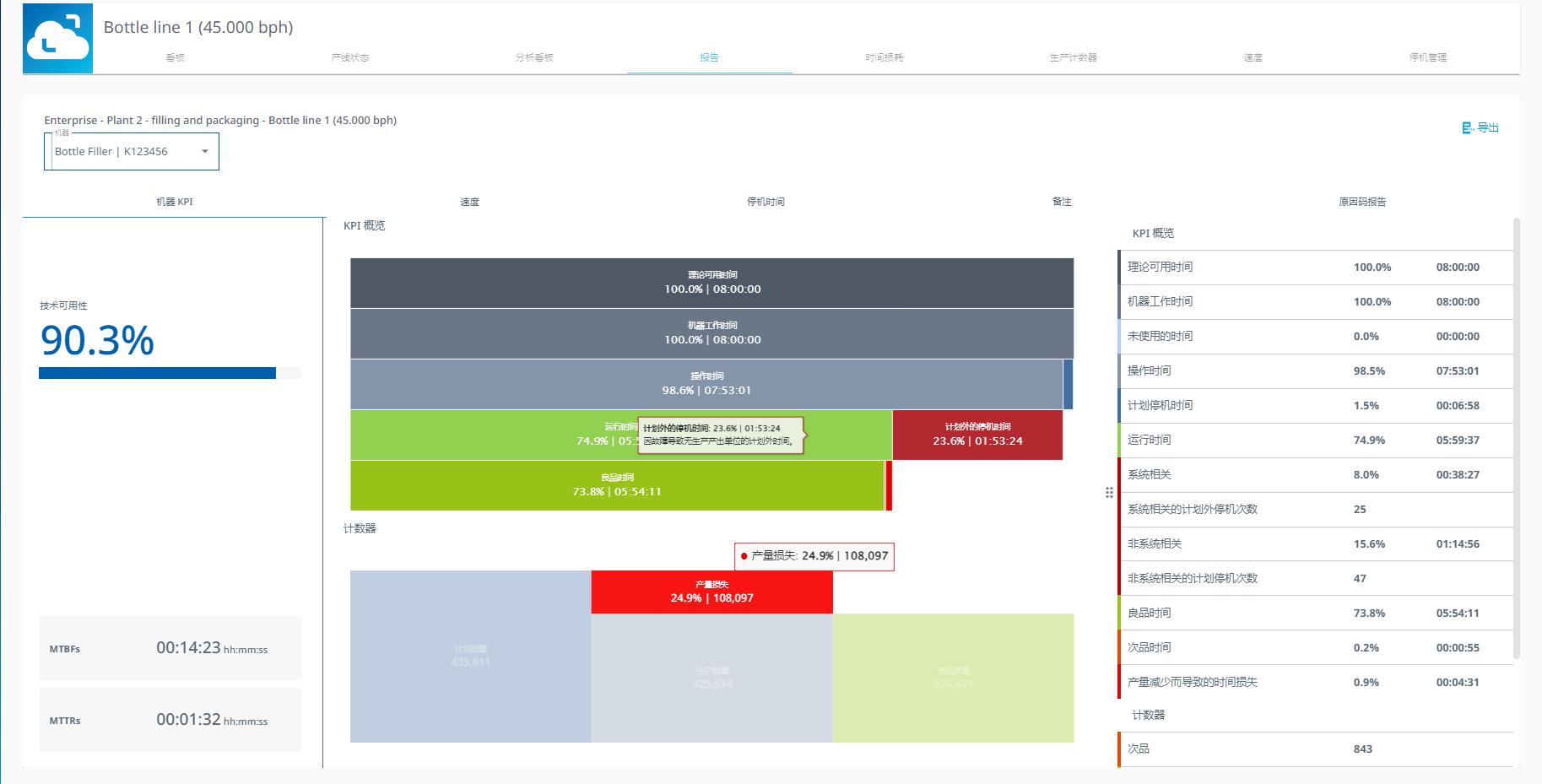
机器KPI:
KPI:Tech.Availability、MTBFs(平均故障间隔时间)、MTTRs(平均修复时间)
KPI Overview:生产和损失类型时间(瀑布图)、生产和损失类型时间和占比(列表)
计数:生产计数
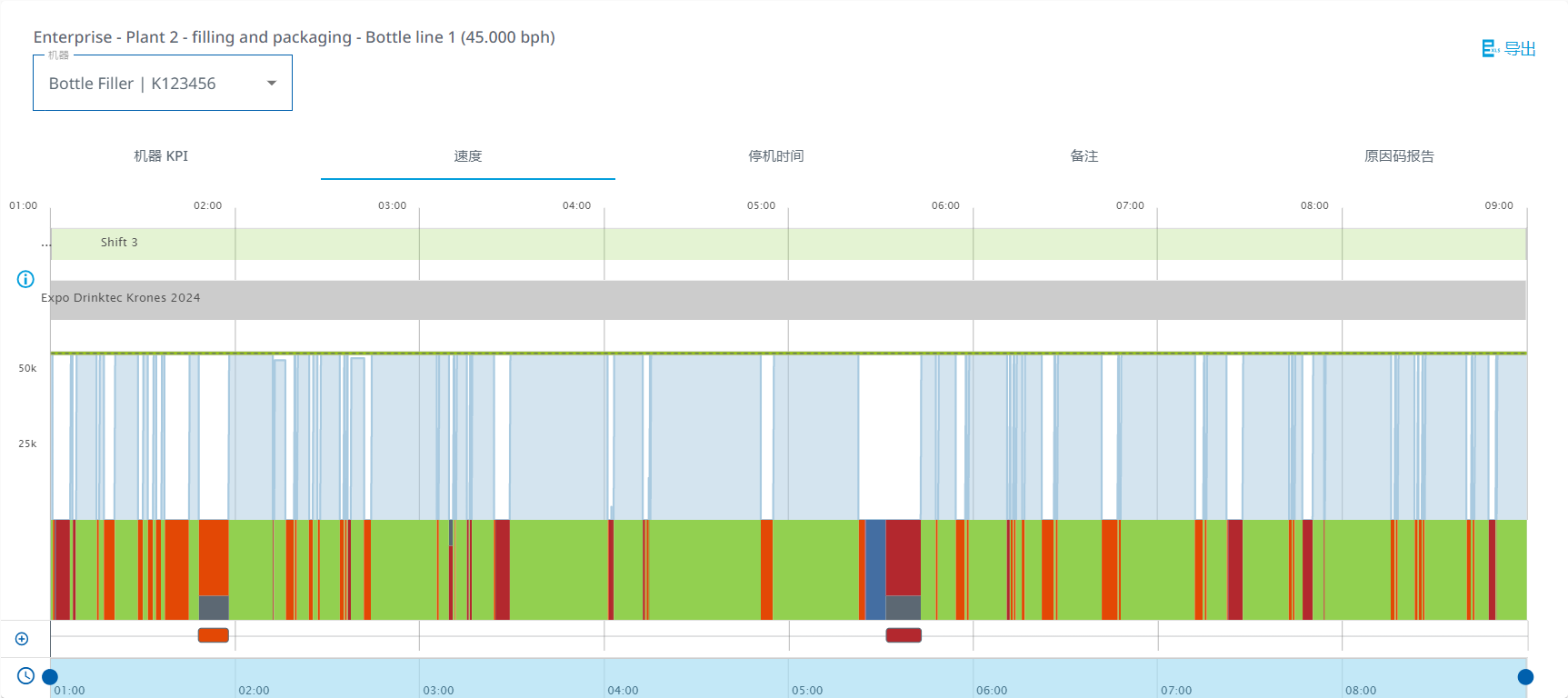
速度
速度显示所选产线或机器在时间范围内的速度和状态图。
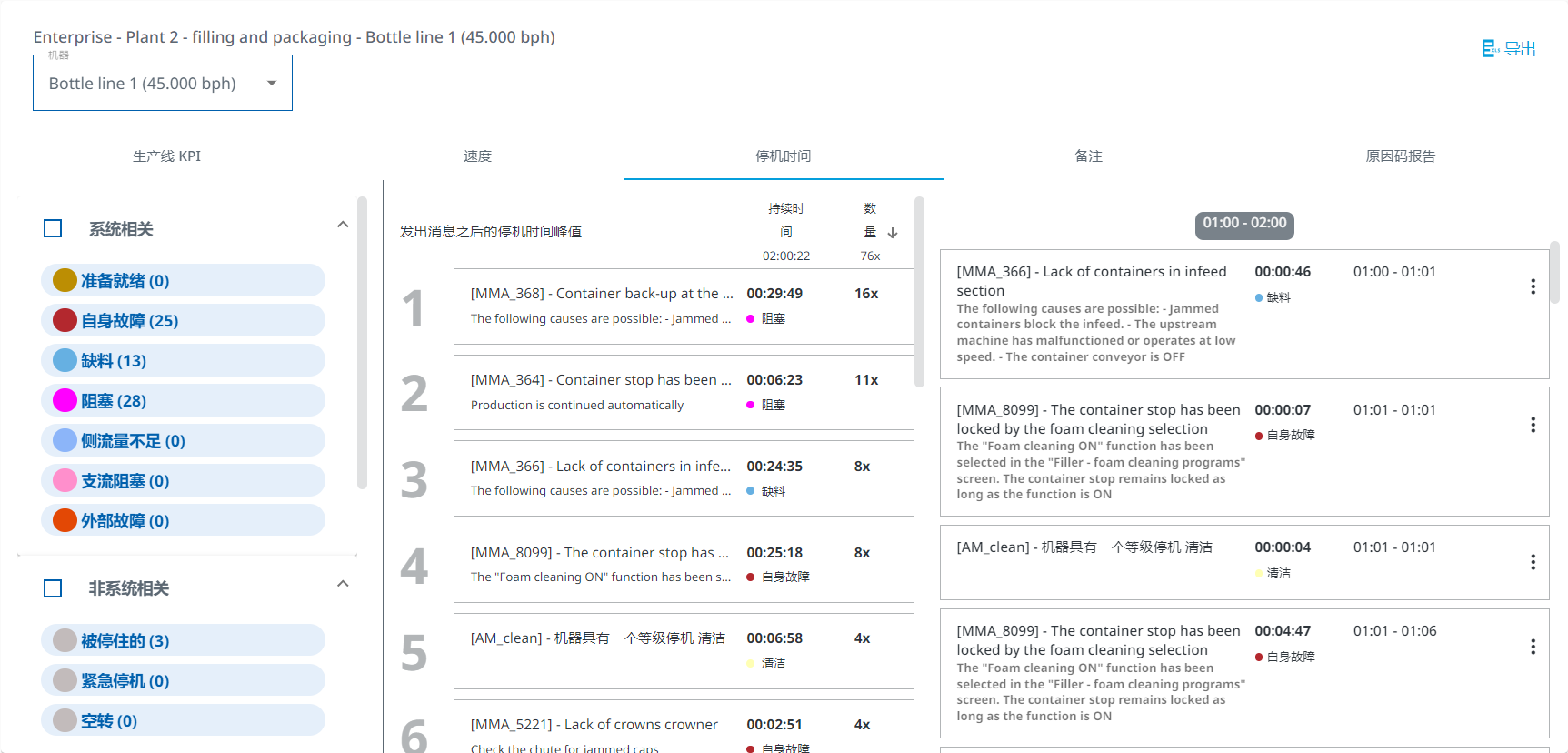
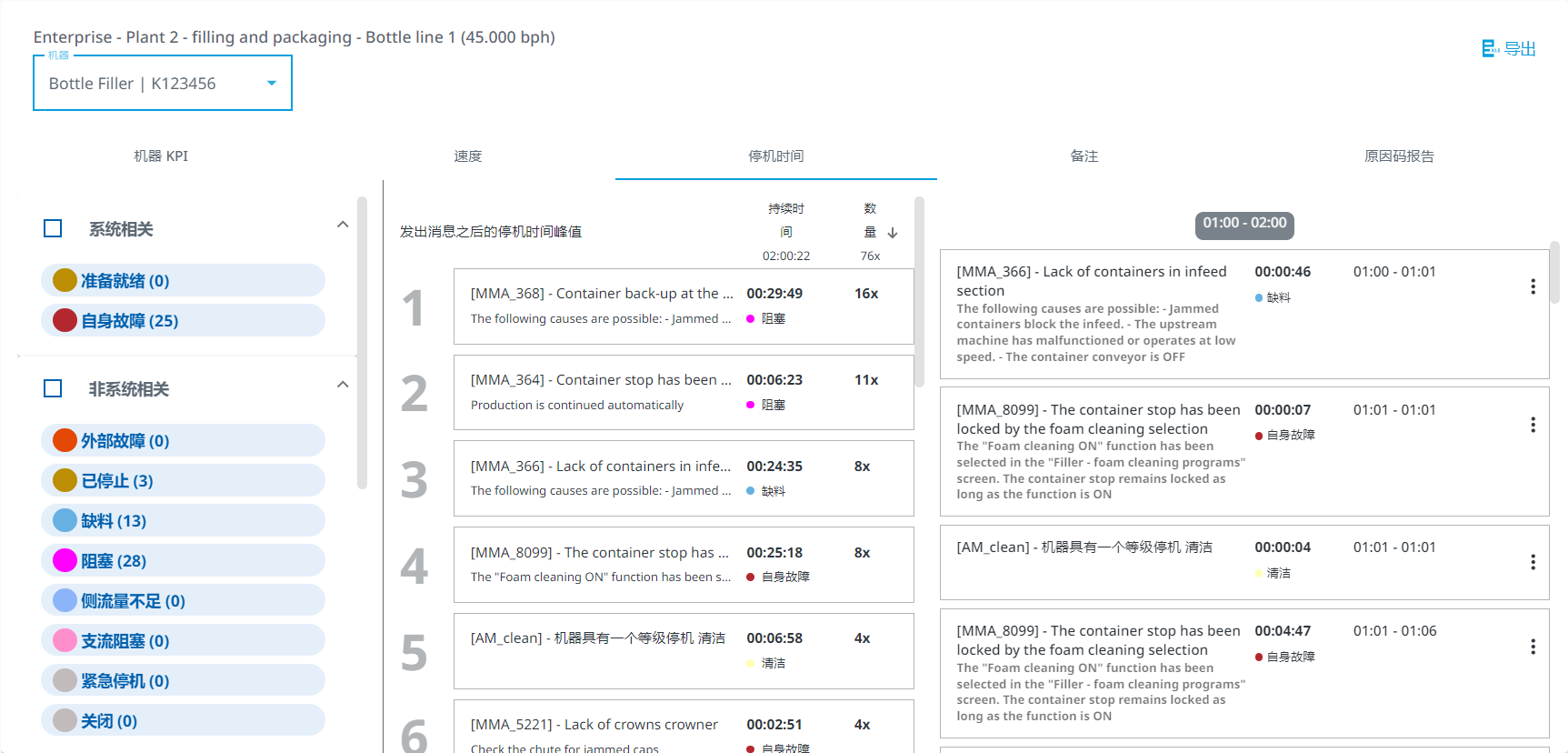
停机时间
记录时间范围内所有计划内和计划外的停机信息。左侧的停机组列出了所有系统相关,非系统相关,计划内的所有停机类型并标示当前数量,可做筛选使用。
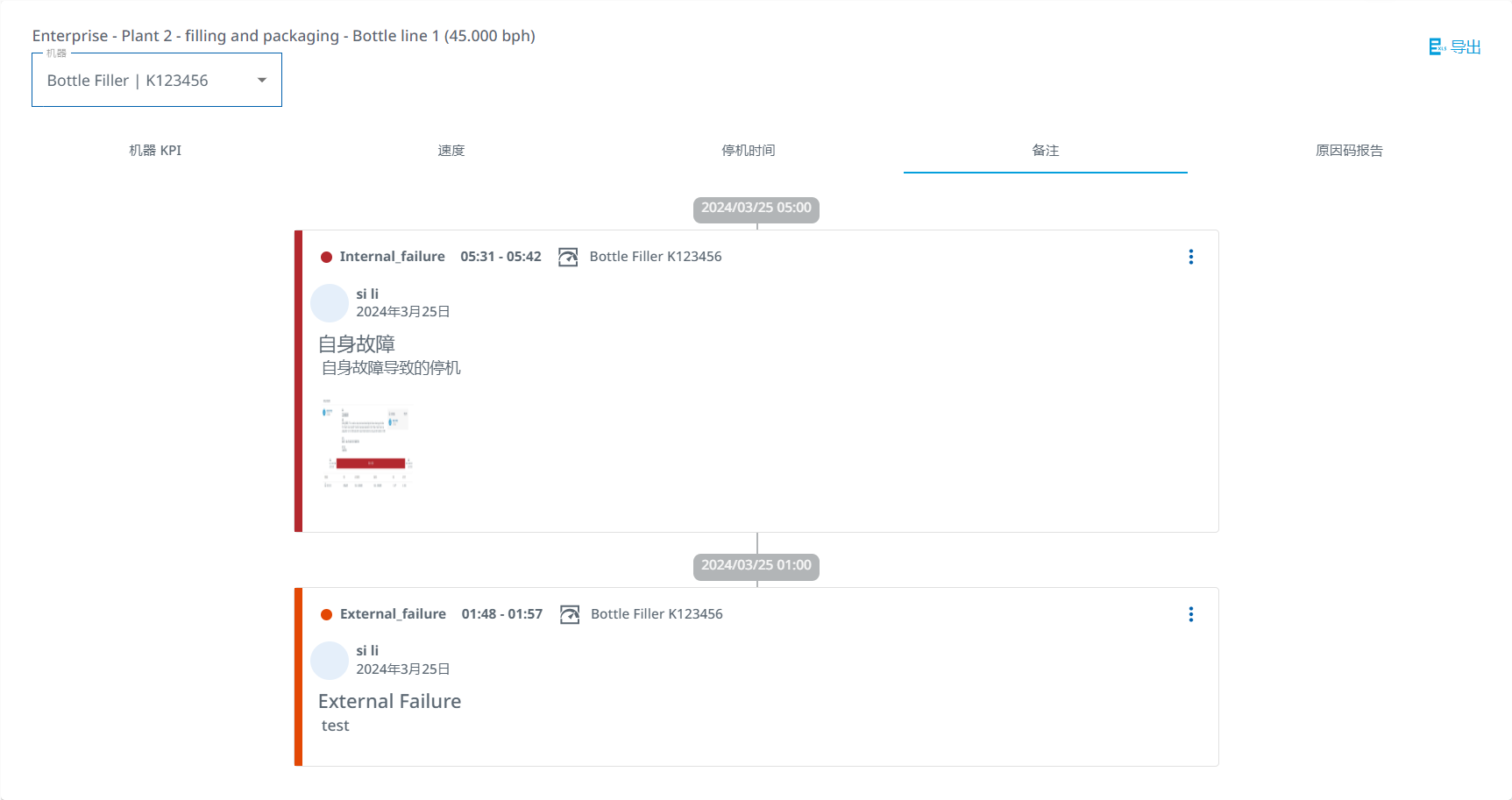
备注
显示所选产线或机器在时间范围内创建的备注信息,按时间倒序显示。
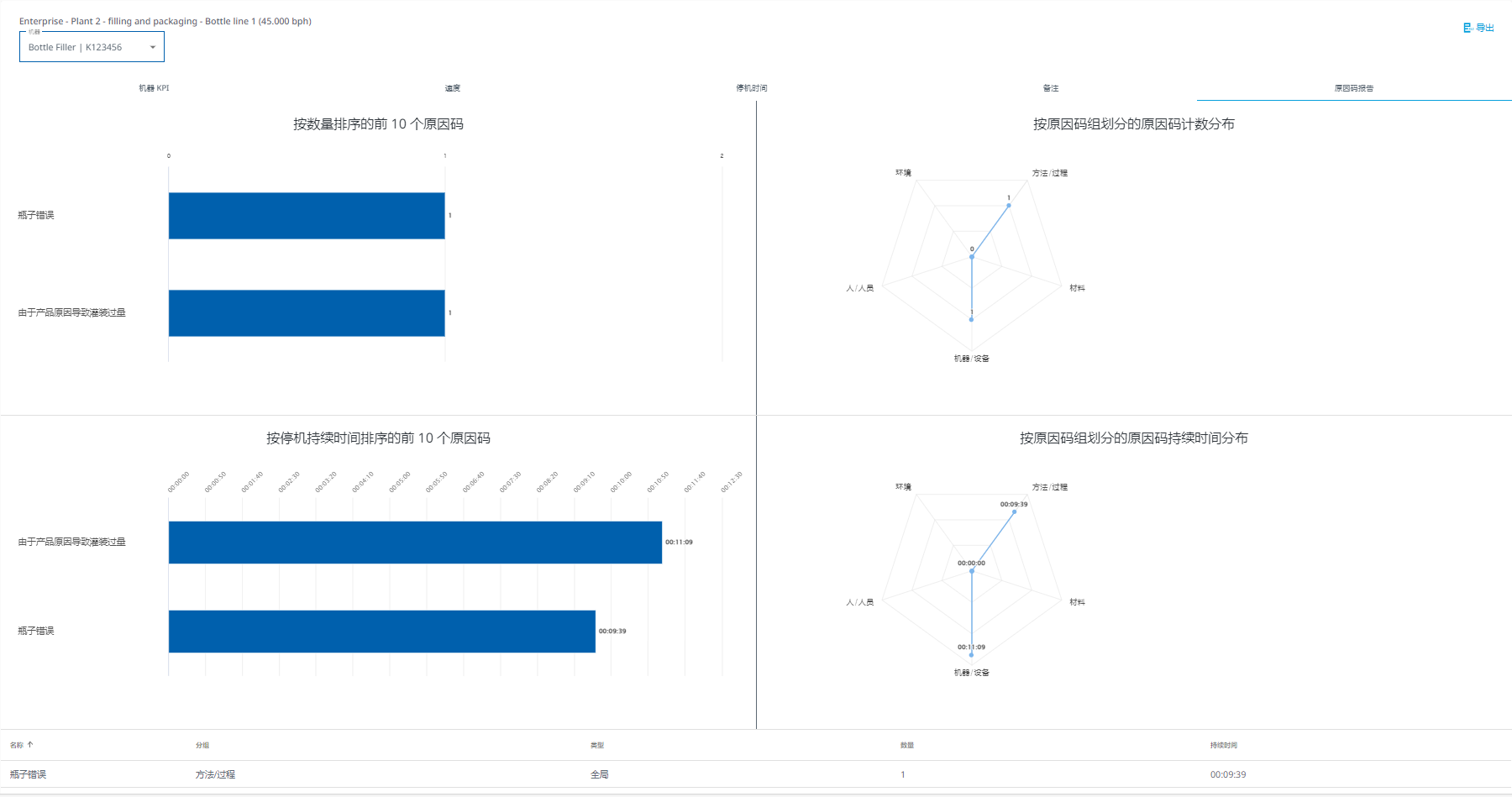
原因码报告
显示选定设备和时间范围的所有分配原因代码。
上半部分的左侧以条形图的形式显示了排名前10的已分配原因码的数量和停机持续时间
上半部分的右侧以雷达图的形式显示了每个原因代码组的原因代码分布
下半部分以列表的形式列出了所有已分配的原因代码
导出
机器报告可以导出为Excel,导出的文件中包含以下信息:
所选时间范围和机器的信息
所有计划内和计划外的停机
分类停机列表
所有KPI信息
KPI中的所有时间类别
所有备注信息
所有已分配的原因码信息
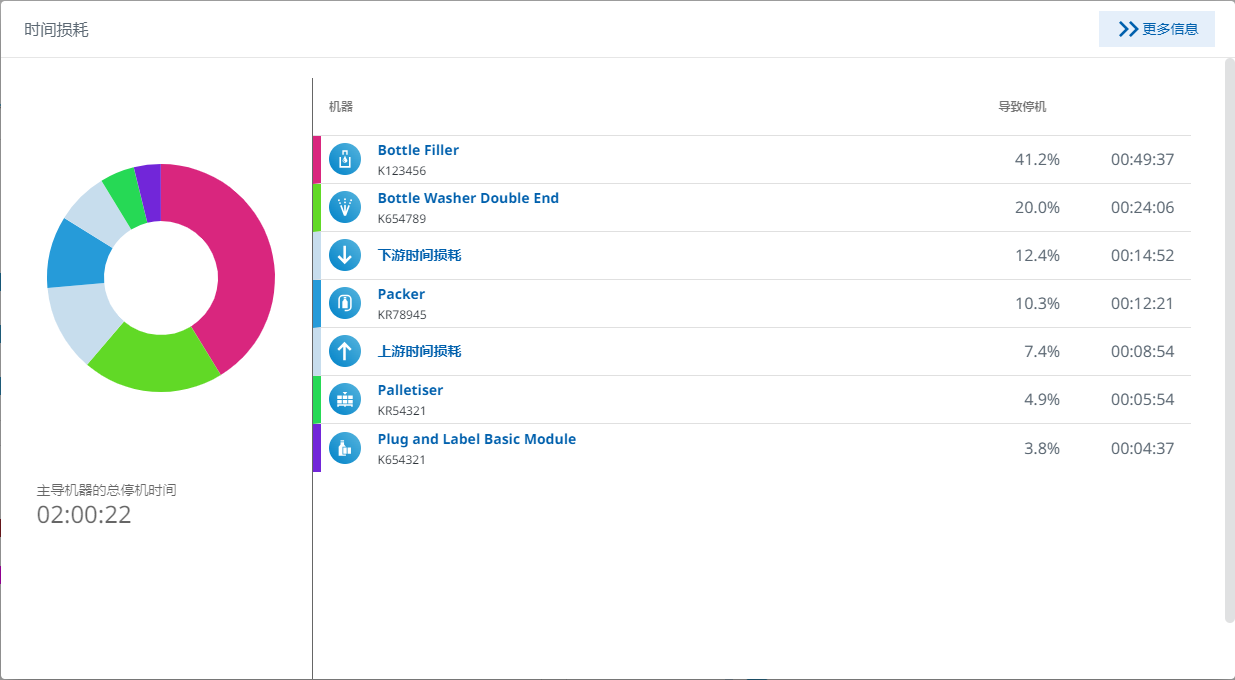
1.5. 时间损耗
时间损耗显示在产线下造成停机的机器和他们的比例,相关的饼图和列表都显示了这些机器单独或总共造成的总停机的比例。
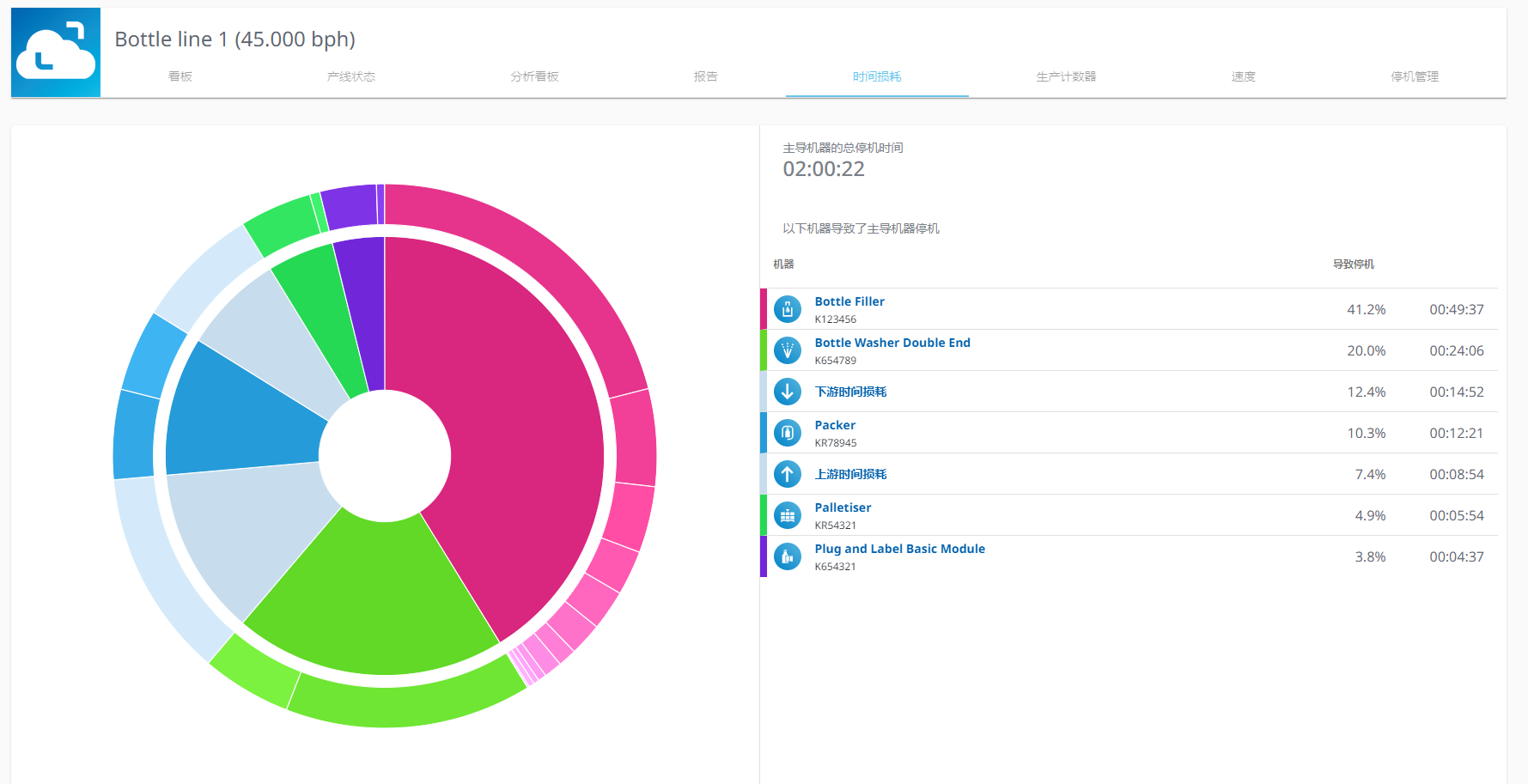
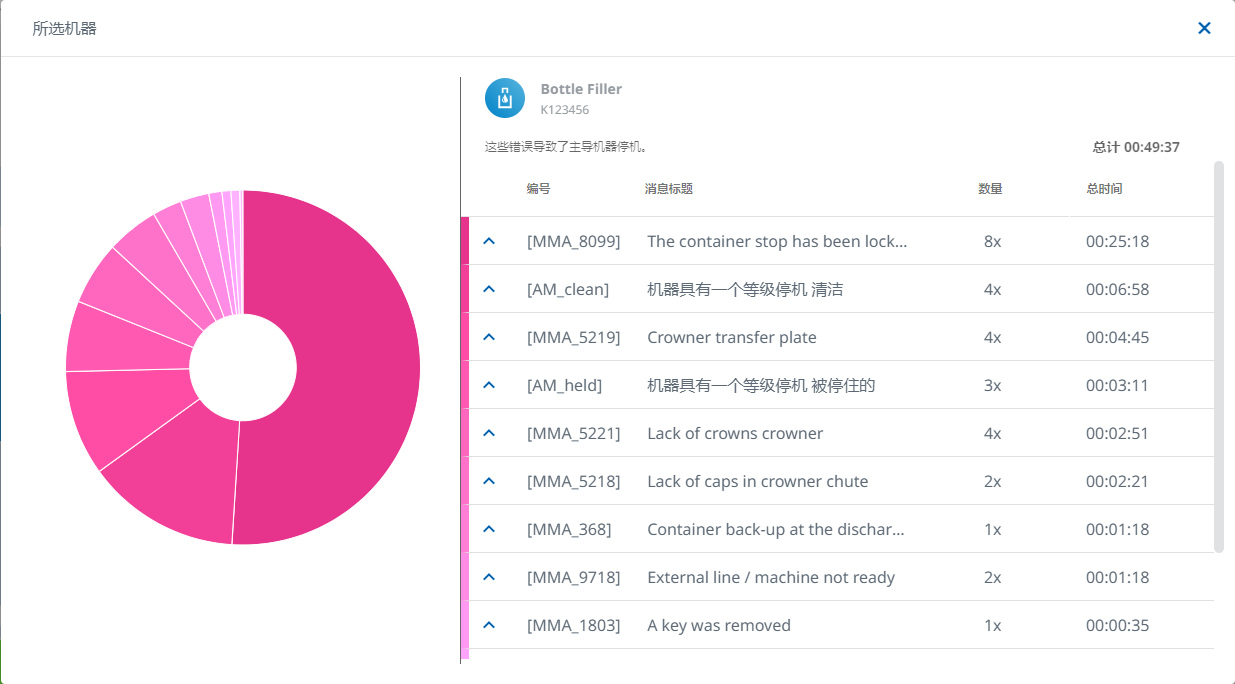
用户通过点击机器来查看每台机器导致主导停机的比例
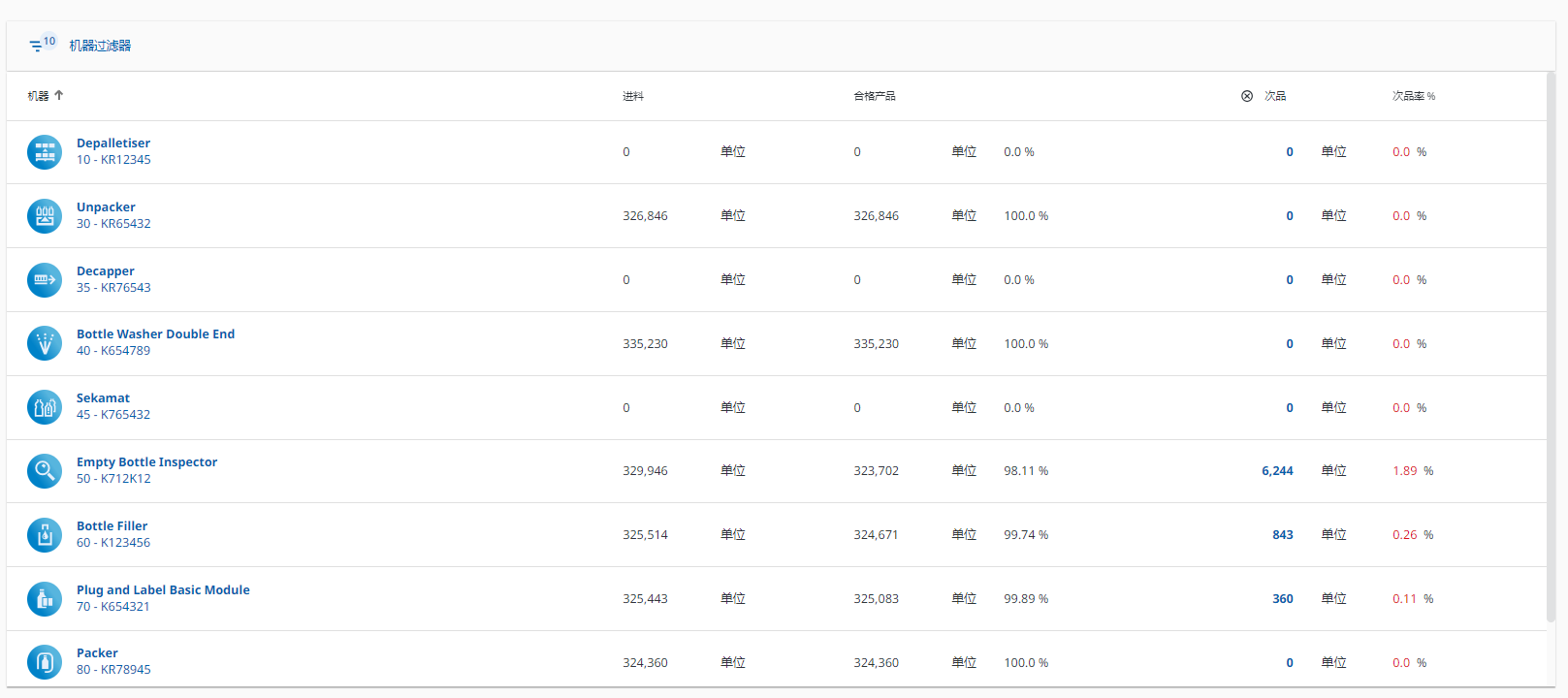
1.6. 生产计数器
生产计数器显示时间范围内产线中所有机器的生产情况,记录各个机器的进料数量、合格产品数量、合格率、次品数量、次品率。
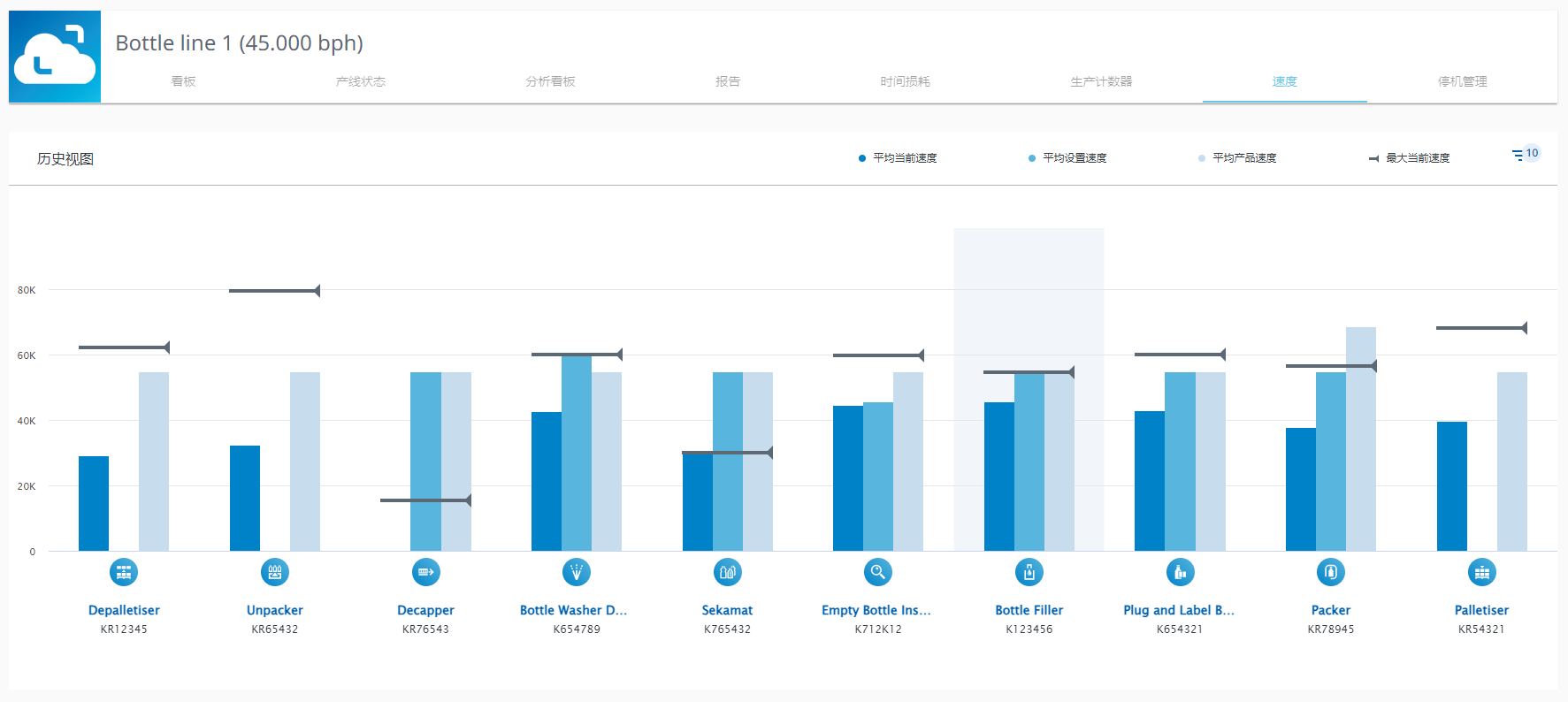
1.7. 速度
速度显示了产线所有机器的速度图,该图以两种不同的模式提供数据。在实时模式下,图表显示当前速度、设定速度和产品速度的最新值,这些值会不断更新。在历史模式下,图表显示了所选时间段的平均速度,此外,指示器还显示了选定时间范围内的最大当前速度。

1.8. 停机管理
停机管理显示产线所有停机信息,结合了所有选定设备停机时间的图形表示(条形图区域)和详细的表格视图。
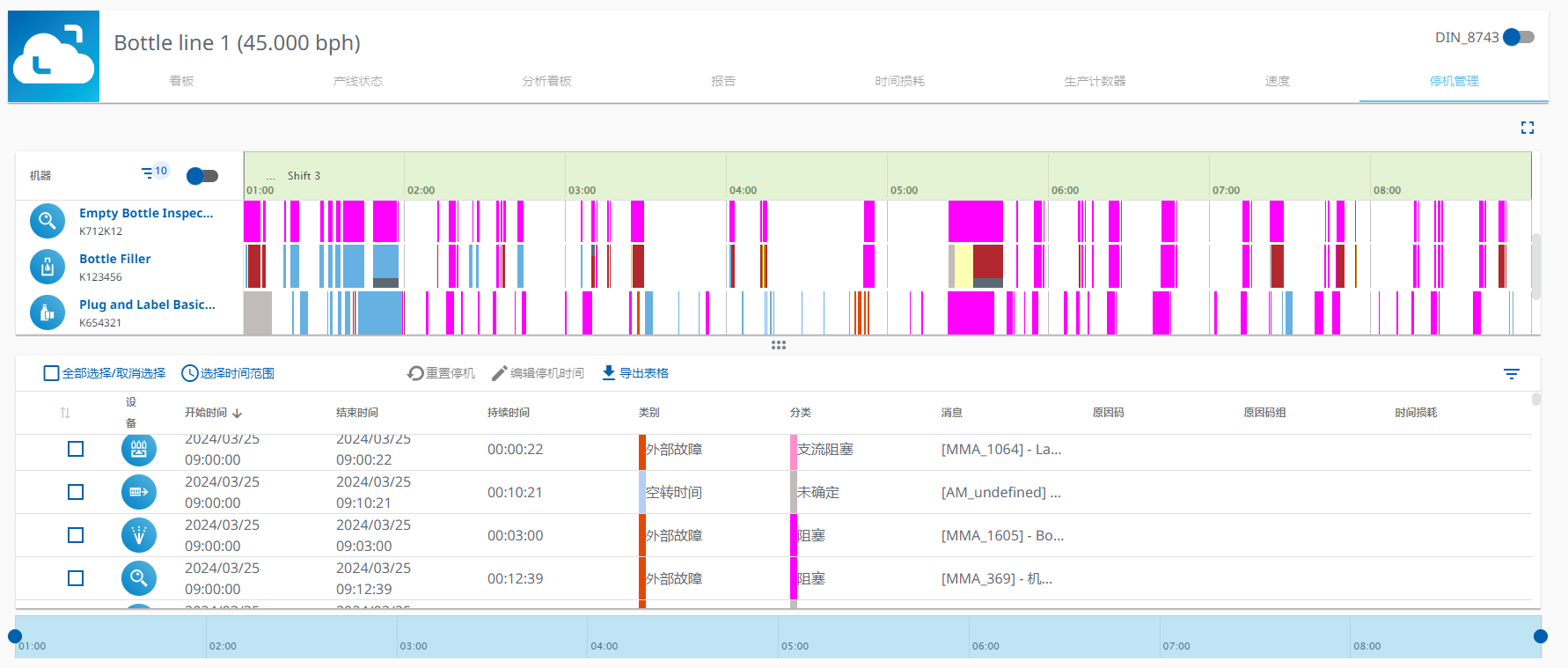
在条形图视图中,显示了选定设备在时间间隔内所有的停机。用户可以通过【切换生产状态】将生产状况也显示出来


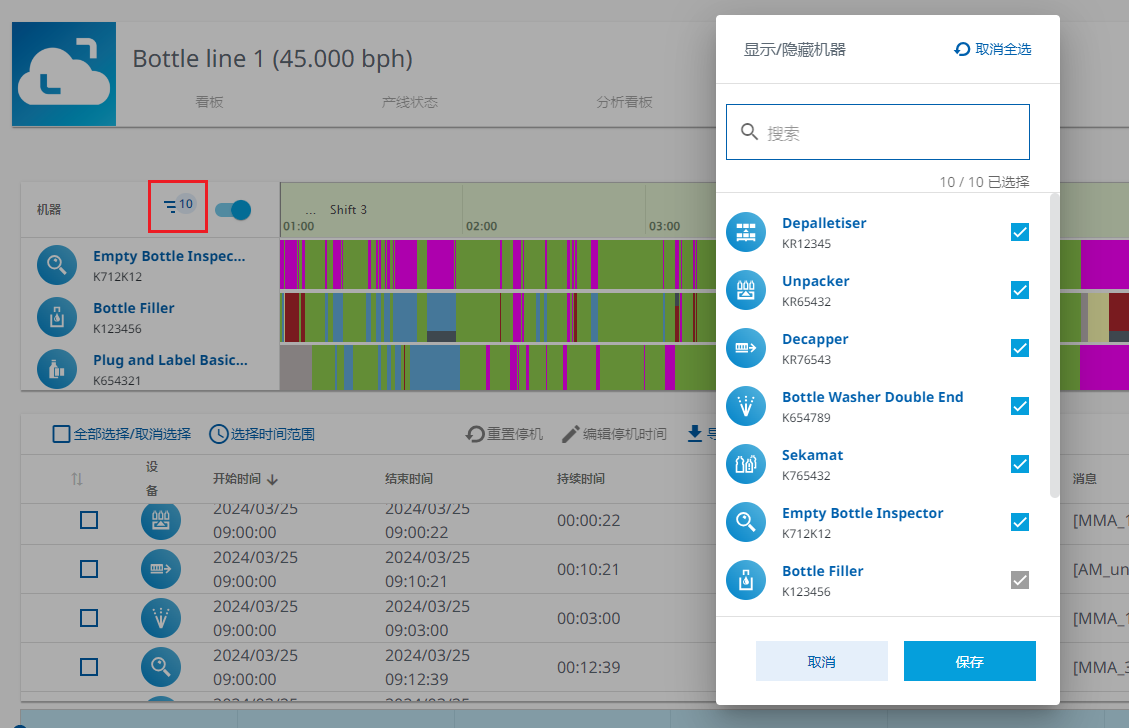
用户可以通过【筛选】,选择显示/隐藏的机器
用户可以使用【切换全屏模式】,全屏显示停机管理视图。

点击条形图中的状态,同时表格视图中对应的停机时间将被选中并“置顶”显示
在表格视图中,则以表格的形式列出选定设备在时间间隔内的所有停机,默认按开始时间降序排序。除了开始时间外,还可以通过设备,持续时间,类别,分级,消息,原因码,原因码组和时间损耗排序。

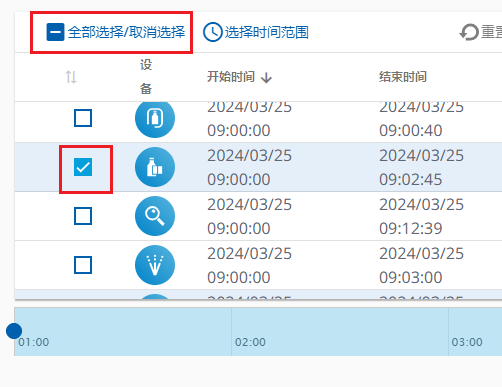
用户可以通过点击每行停机时间前的复选框,选中停机时间,也可以点击【全部选择/取消选择】前的复选框,全选/取消选择所有停机时间。选中的同时,条形图视图中对应的停机时间同时被选中。
为方便用户快速选择时间段内的所有停机,用户可以使用【选择时间范围】的功能。选择开始和结束时间后,条形图和表格视图中处于该时间范围内的所有停机时间将被选中
在表格视图中,用户可以单独修改停机时间的类别,时间损耗和分配原因码。也可以选择多个停机时间,使用【编辑停机时间】功能,批量调整停机时间信息。


用户想同时还原多个停机时间,可以使用【重置停机】功能,可以还原停机时间,可还原的信息包括停机类别,分级和时间损耗机器
通过【导出表格】功能,可以将经过筛选或缩放显示的所有停机时间导出到 Excel 文件中。

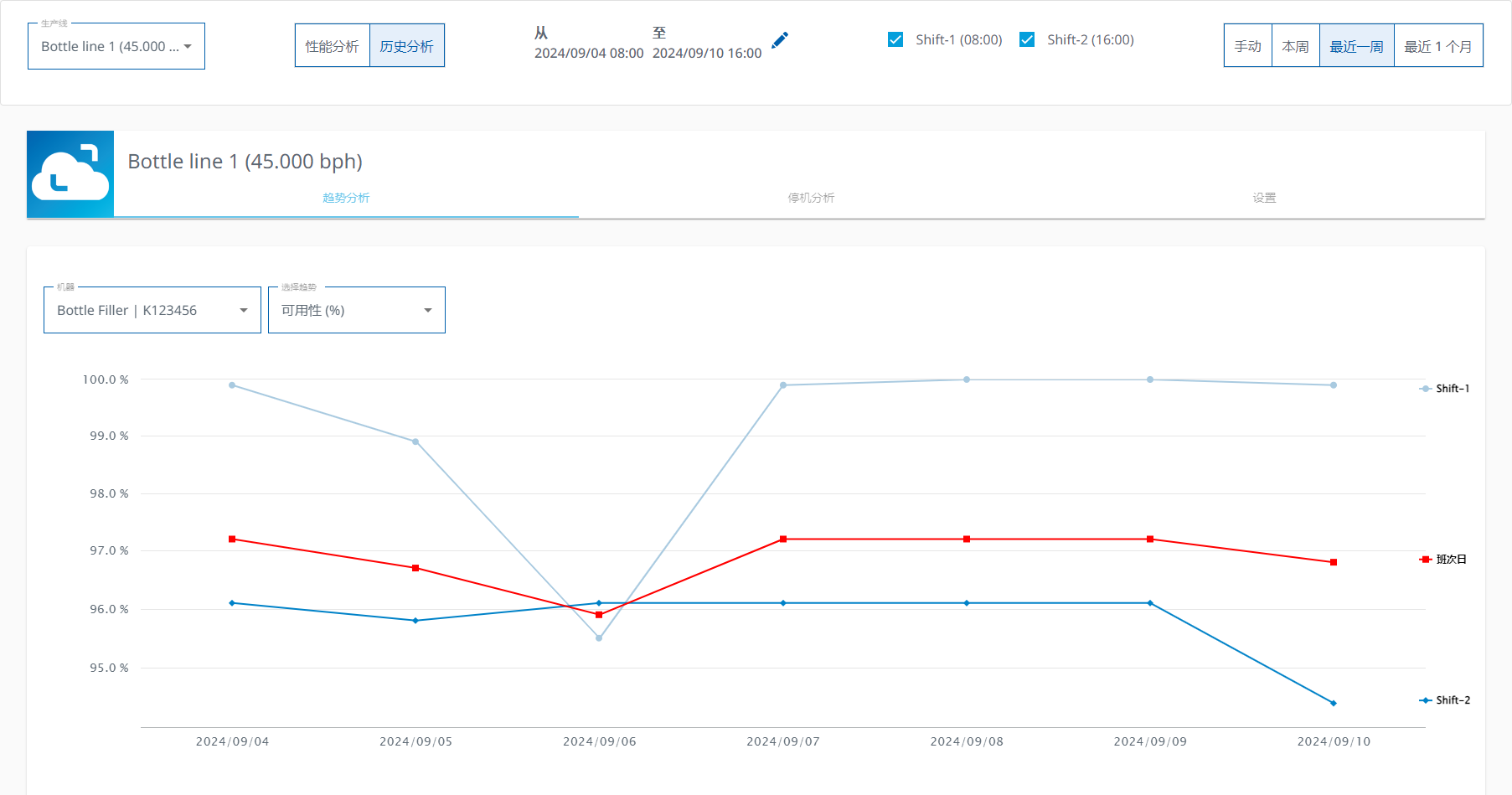
2. 历史分析
历史分析提供对产线性能的深入计算及预测。
2.1. 趋势分析
提供对产线或机器性能指标的趋势分析,显示在时间间隔内所选KPI的走势(折线图)。
2.2. 停机分析
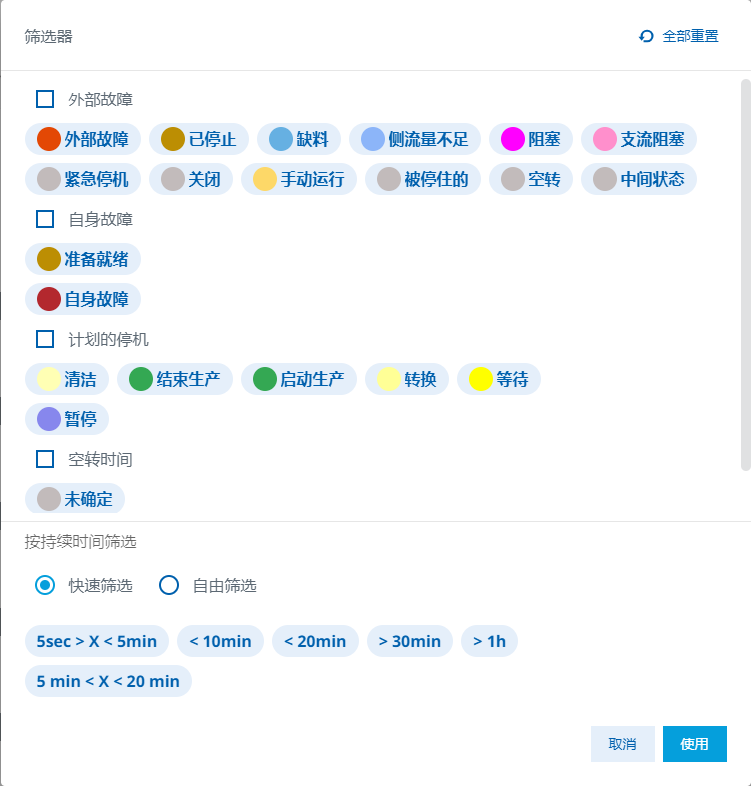
停机分析用于分析机器停机时间,根据时间间隔和班次显示分析数据。停机时间可以按机器或故障模式显示,再根据故障持续时间或数量列出。这使得产线上发生的主要问题一目了然。

通过设置过滤器,选择单独的停机时间类别或停机时间,可以将分析限制为所需的信息。
详细概述为每个选定的机器/错误模式提供了停机时间详细信息,图表中列表了时间间隔内已选班次的停机时间,并根据设置中设定的阈值对其进行标记。
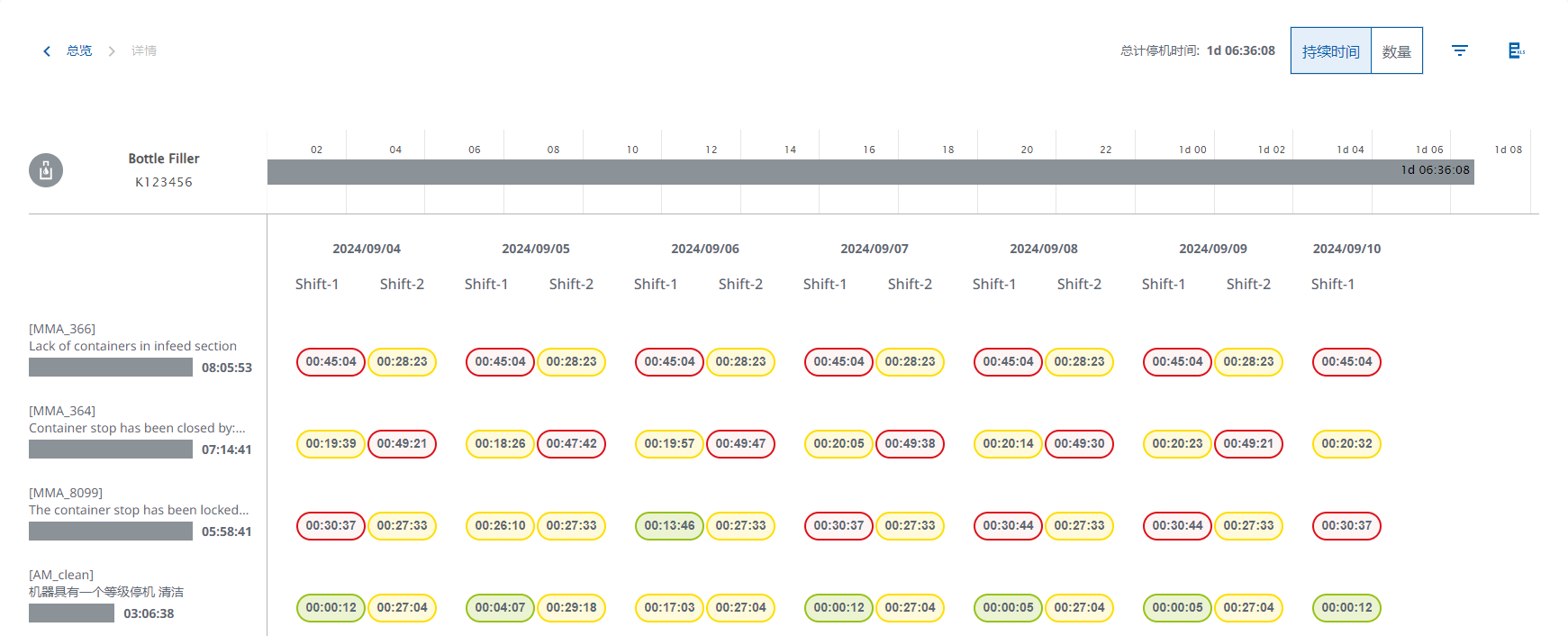
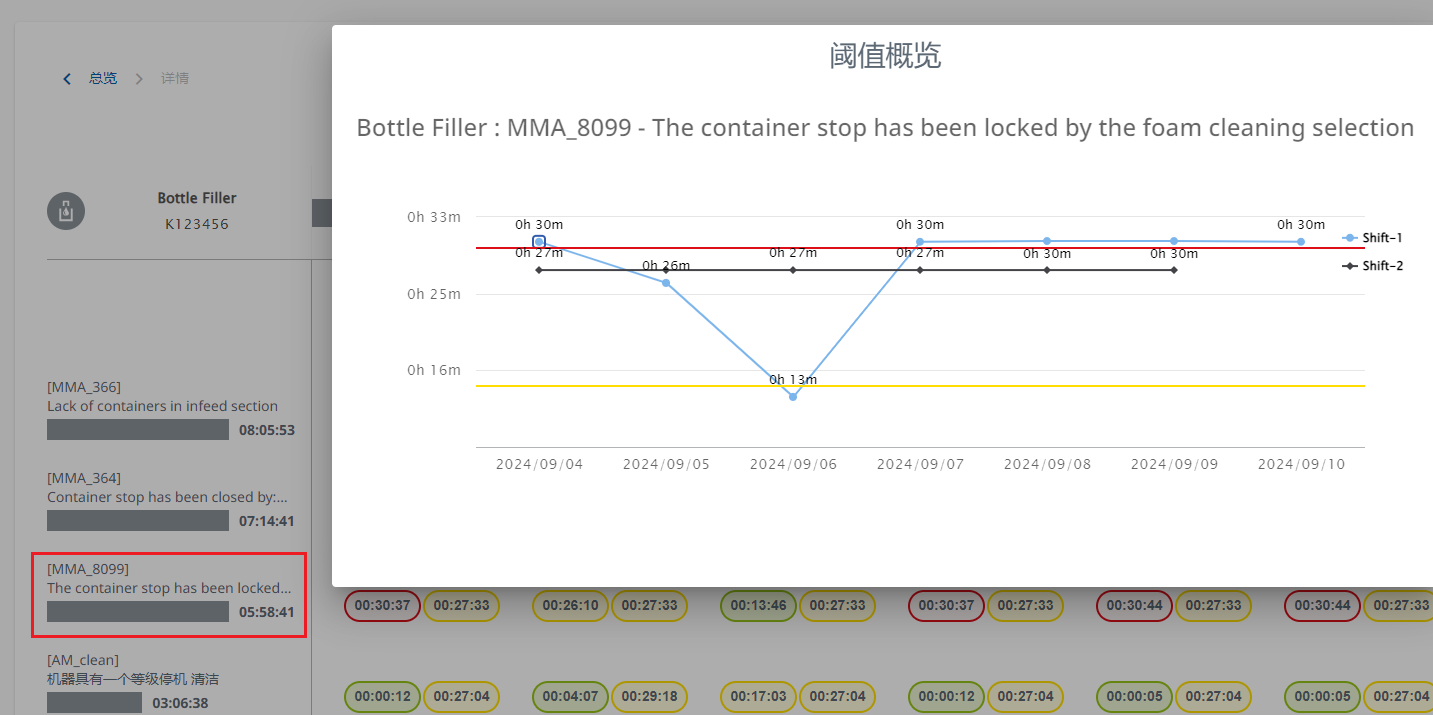
页面左侧展示机器/错误模式信息,选择条目后可查看阈值概述,展示时间间隔内停机持续时间或数量的趋势
选择单个班次的条目,可查看该班次的停机时间详细信息,包含所有故障信息

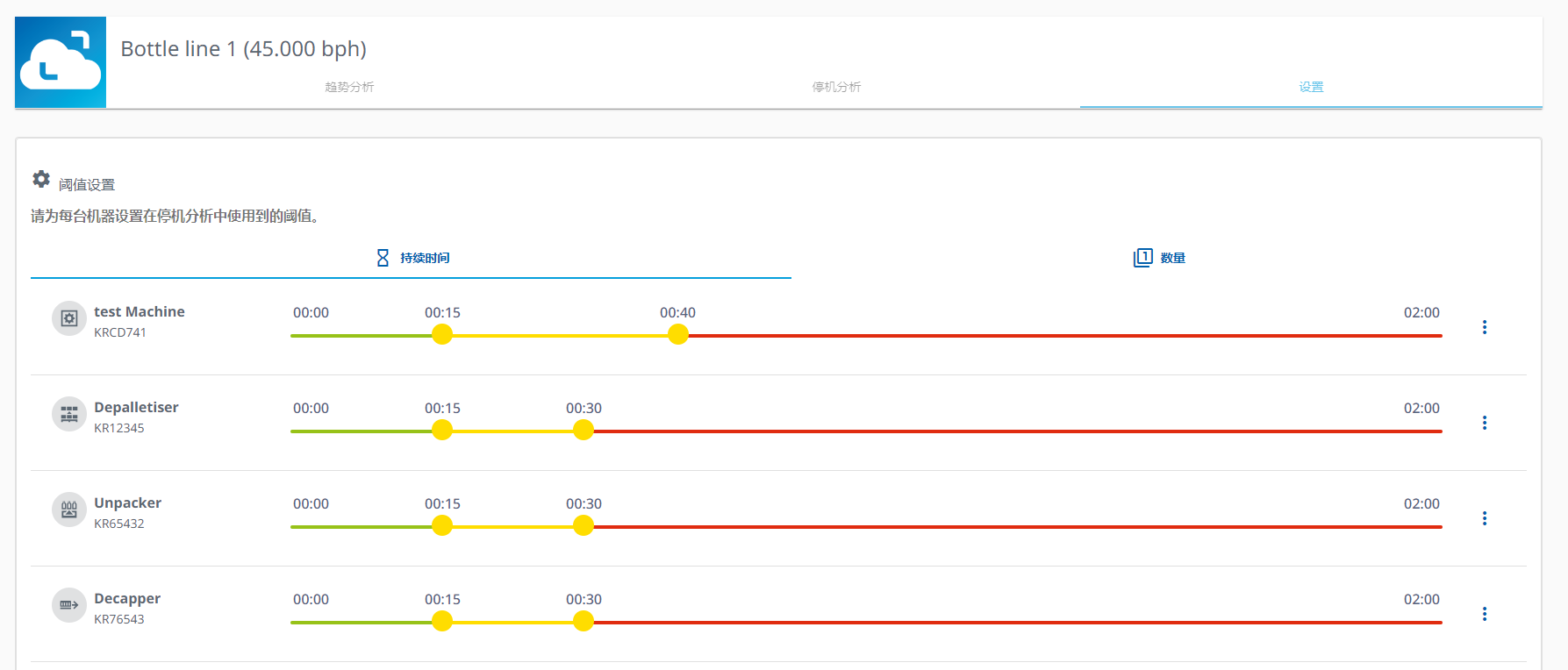
2.3. 设置
阈值设置用于停机分析,通过滑动控制器来设定某机器停机时间或报警数量的警戒线,紧急程度按颜色区分(红色、黄色、绿色)。
阈值是为每台机器单独设定的,用户也可以选择在设定某台机器阈值后将其应用于所有机器。